酒造りとSDGs
BREWING SAKE & SDGs


酒造りはSDGsだ!
長い歴史を持つ日本酒造りは日本のものづくり文化の精神を受け継ぎ、現在まで脈々と続いているまさに「サスティナブル」な産業。日本酒の醸造工程や周辺産業・地域との関わりの中には、様々な工夫や自然との共生の知恵があります。兵庫県酒造組合連合会では先人たちが培ってきた「SDGs」の精神や取り組みに学び、次世代に向けた「SDGs」への取り組みを進めてまいります。
持続可能な開発目標(SDGs:Sustainable Development Goals)とは、2015年9月に国連サミットで加盟国の全会一致で採択された、持続可能な開発のための17の国際目標です。
17のゴール・169のターゲットから構成され、地球上の「誰一人取り残さない」ことを誓っています。SDGsは発展途上国のみならず、先進国自身が取り組む普遍的なものであり、日本としても積極的に取り組んでいます。
日本酒はサスティナブルなプロダクト
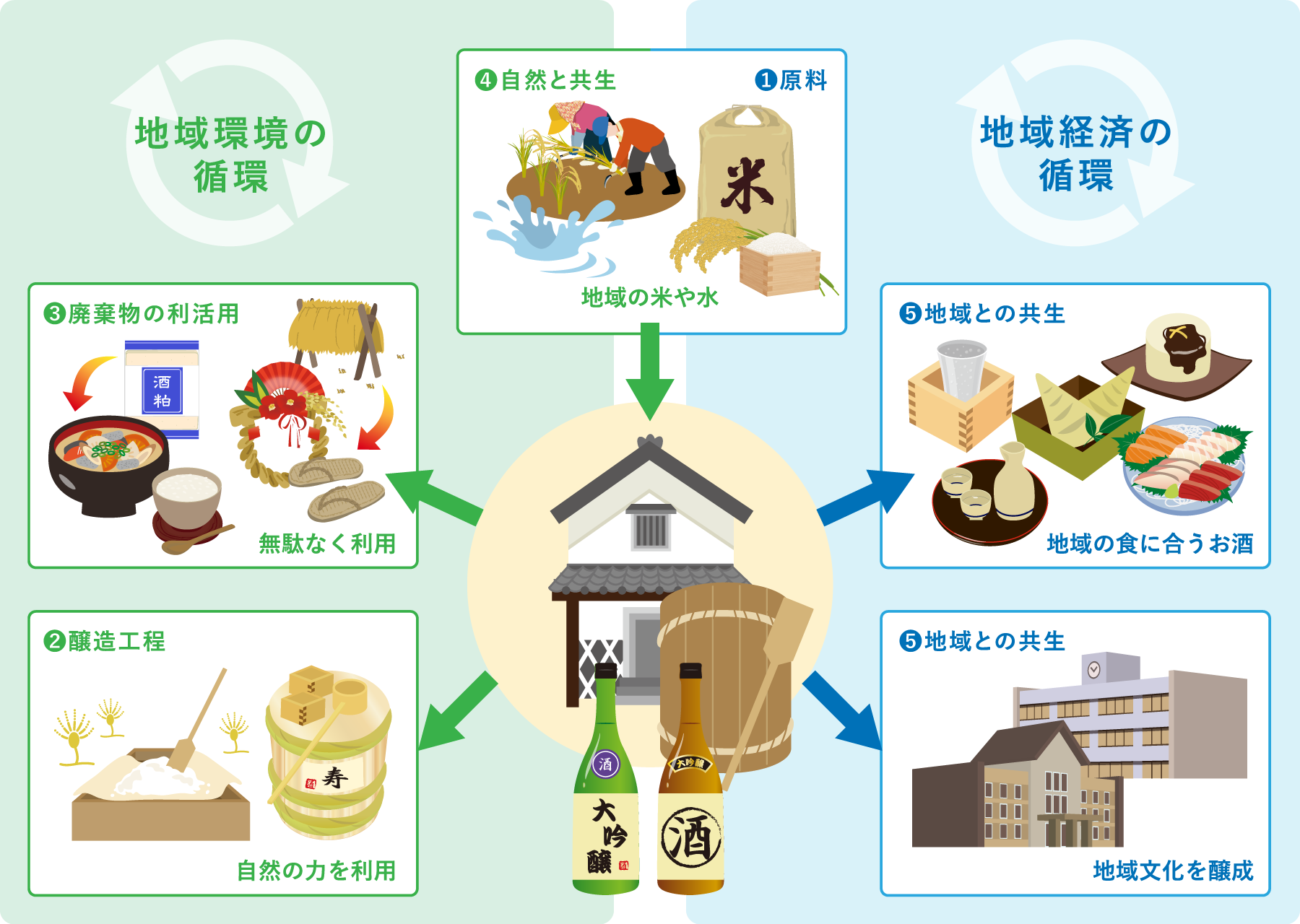
日本酒造りは原料の調達から醸造工程を経て廃棄物の活用まで、循環型産業として地域環境や地域経済を循環して行われてきました。時代によって形を変えながら、しかしながら先人たちが培ってきたサスティナブルな循環型の精神は今も日本酒酒造りのなかで生き続けています。
-
1.原料
日本酒はその土地でとれる水と米だけを原料にして各地の食に合った味わいのお酒が醸されてきました。その土地の農家が育てたお米を買い、お酒にし、そのお酒を買ってもらうことで、地域の経済が循環。
-
2.醸造工程
日本酒は自然の力をうまく利用して造られてきた。日本酒そのものが自然の麹菌による発酵の力を利用したプロダクトであるということだけでなく、道具にも自然の力が使われていた。
-
3.廃棄物の利活用
酒造りの過程で生まれる、日本酒には不要なものも他で利用してきた。例えば米の収穫過程でできる稲わらはわらじや正月飾りに、醸造工程でできる「酒粕」は甘酒や粕汁に。できるだけ捨てることのないよう利活用されてきた。
-
4.自然との共生
おいしいお酒を造るためには、おいしいお米と水が必須。そのお米をつくる自然環境や灘の宮水に代表される酒造用水は、今日まで農業・酒造・地域の関係者によって協力し合いながら大切に守られている。
-
5.地域との共生
地域の原料を使い、地域の食に合う酒造りをしてきた酒蔵は、地域に根ざした産業。様々な形で地域文化をつくり、地域社会に溶け込んでいる。
「兵庫の酒」におけるSDGsへの取組み
地域に根ざし、周辺産業との関わりのなかで日本酒造りを行ってきた各酒蔵は、それゆえに地域の恵みに感謝し、地域住民とのつながりを大切にしてきました。日本酒発祥の地であり、伊丹諸白や灘五郷など、現在の酒造りの原点の地として長い歴史のある兵庫県では古くから様々な形で今なら「SDGs」と言える取り組みを行ってきました。
-



地域とともに歩む
1920年には辰馬吉左衛門氏(辰馬本家)が「財団法人辰馬学院甲陽中学校」を創設。1927年には、両嘉納家及び山邑家の篤志を受けて旧制灘中学校が創立されるなど、灘の酒造家は地域の教育振興に尽力してきた。
-

酒造りと杜氏
普段は自分の出身地で農業を営み、酒造りの季節になると蔵人を引き連れて契約した蔵に住み込んで、1シーズンの酒造りを請け負う杜氏。冬の酒造りの時期だけ蔵人不足が起こる蔵側との利害も一致し、お互いにWin-Winの関係性で強く結ばれていた。
-


副産物も無駄なく
製造工程で生まれる副産物を無駄なく使いきってきた。例えば精米後の削りカスである米ぬかはぬか漬けの原料や家畜の資料に。醪から日本酒を絞ることによって生まれた酒粕は料理で活用されてきた。
-


地域の自然を守る
酒米生産地との契約栽培(村米制度)などを通じて水田を守ってきた。また、灘五郷の宮水に代表される、酒造りに欠かせない水源を守り続けるなど、各酒蔵は地域の自然環境を守りながら清酒製造業を営んでいる。
兵庫の酒蔵が未来に向けて取り組むSDGs
- ALL
- 社
- 加古川
- 淡路
- 丹波・篠山
- 姫路
- 明石
- 灘五郷
- 伊丹
- 北兵庫
-
株式会社日本の古酒蔵
加古川酒造組合



 詳しくはこちら
詳しくはこちら株式会社日本の古酒蔵では、日本全国の酒蔵の現状を確認し、廃業または長期に保管され、販売予定のない 日本酒を買い取り、保管し、古酒として再生し販売しております。
このことを通しまして、日本の伝統産業であります酒蔵を支援しますとともに、地域経済の活性化とともに、 持続可能な地域経済の形成に貢献しています。
また、廃業または長期に保管されている日本酒に古酒としての新たな価値を与えることにより、日本酒の 廃棄削減に取り組むとともに、有効活用を図っております。
加えて、古酒の生産方法は、酒蔵で常温保管し、日本酒を熟成させることにより生産されており、エネルギー を使用しないCO2の無排出の酒蔵運営を通じて、環境に配慮した古酒製造を行っています。
株式会社日本の古酒蔵は、古酒文化の継承につなげるため、全国のパートナー酒蔵10蔵とともに設立して おり、また、全国22府県52酒蔵とも連携しています。
今後とも古酒文化を未来につなぎ、古酒の普及促進と価値向上に取り組み、日本酒の発展に尽力してまいります。 -
ヤヱガキ酒造株式会社
姫路酒造組合

 詳しくはこちら
詳しくはこちらお酒造りには沢山の水を必要とします。仕込水はもちろんのこと、洗浄などに使用する雑用水をあわせると、原料米の使用量の30~50倍の水を使います。そして、使用水の多くは排水となります。特にお米を洗う際に出る洗米排水は、環境への負荷が大きく、適正に排水処理をした後に放流することが必要です。弊社では、2016年より、この清酒製造の過程で発生する排水等を微生物を使ってメタン発酵しています。このメタン発酵により排水中の富栄養化成分を低減し、さらに有効利用できるバイオガスを生成いたします。そして、メタン発酵により取り出したバイオガスは、お米を蒸上げる工程など、工場で使用する蒸気や温水をつくる装置(ボイラー)の燃料として自社還元しています。
(写真左)バイオガスホルダー (写真右)メタン発酵槽 -
小西酒造株式会社
伊丹酒造組合



 詳しくはこちら
詳しくはこちら小西酒造の470有余年の歴史は、サスティナブルな活動の連続であります。最近の活動としては、軽量瓶の採用や環境配慮した資材の採用など、環境保全への取り組みを推進するとともに、国際規格であるFSSC22000の認証取得を通じ「食の安心・安全」を常に提供できるよう努めてきております。
そもそも清酒業は、発酵技術や食文化を継承し「伝統的な酒造り文化」を守ることこそが今地球上で求められている活動であると認識しています。
これからは今まで以上に地域の健全な発展に貢献していくためにも日本三大私設道場の1つである「修武館」を通じた青少年の健全育成や学校教育にも関与してよりよい社会の基盤づくりに取り組んでまいります。
また男性社会であった酒造業の中、女性の活躍を重視してまいりました。現在、管理職に占める女性の比率は日本の水準である10数%を大きく超え、26%になっております。これからは早期に30%を目指しています。
「不易流行」の企業理念のもと、清酒発祥の地・伊丹で地域とともにありつづけるとともに、歴史・伝統の中からこれからの時代に世界にも通用する展開をしていきたいと考えています。 -
伊丹老松酒造株式会社
伊丹酒造組合

 詳しくはこちら
詳しくはこちら持続可能な酒造りのために、環境への配慮に取り組み、地元伊丹との関わりを大事にしています。
・蔵および販売所のLED化や製造ラインの省電力化
・瓶の回収と再利用の実施
・植物由来成分を含むベジタブルオイルインキや古紙パルプ配合の再生紙を使用した紙袋を採用
・醸造でできる酒粕の販売、また酒粕を使用したカレー、パン、せんべい等を開発
・酒造りに使用している地下水の汲み取り場を地元の皆様に開放
・県下で実施されている「トライやるウィーク」にて、中学生への職業体験を実施 -
岡村酒造場
伊丹酒造組合



 詳しくはこちら
詳しくはこちら・原料は、自家田で栽培した酒米と地元の酒米を使用。土地の水を使用し、地域の方と協力しながら自然を守り、自然との共生の中で、醸す酒を販売しています。
・醸造工程で出る酒粕も販売、地元パティシエの方とコラボして、酒粕を使ったパウンドケーキや純米酒を入れた石鹸も販売、地域とともに歩み、地域に根ざした酒蔵を目指しています。
・女当主が杜氏となり米作りから酒造りまでこだわりの酒を仕込んでいます。
・工場内の電気フォークリフトの使用や電灯LED化・消費電力の削減、リユースびん・通函P箱の使用、割廃びんのリサイクル業者への持込、王冠のポリとアルミ分別等、環境に配慮する取り組みも行っています。 -
櫻酒造株式会社
丹波・篠山酒造組合

 詳しくはこちら
詳しくはこちら・工場内の照明を順次LEDに切り替え、省エネ化を進めています。
・栗の木の植樹を行うとともに、以前から数多くある桜や梅の木の剪定などの樹木管理を継続して行くことで緑化を進めています。
・2015年よりグループ会社である白鶴ファーム(株)とともに、地元丹波篠山市で酒造好適米の「白鶴錦」や「五百万石」の栽培を行っています。櫻酒造(株)では自社製品すべてを丹波篠山市産米を使用した商品とすることで、土地活用も含めた環境保全に取り組んでいます。
・酒造工程中に発生する洗米排水は工場内で微生物処理を行い、その残渣を工場内で堆肥化しています。堆肥は白鶴ファーム(株)や近隣の方々と共有することで地域農業に貢献しています。 -
此の友酒造株式会社
北兵庫酒造組合

 詳しくはこちら
詳しくはこちら通常、酒造りの過程で必ず出てくる大量の「酒粕」は売れ残ってしまうと産業廃棄物となってしまいます。当蔵では酒粕は板粕や漬物用粕に、吟醸酒から出てきた商品にできない酒粕は焼酎造りで使用しています。焼酎造り中に吟醸粕を添加し溶解・糖化とともに発酵させ酒化率を上げる方法です。
また、焼酎から出た粕はアミノ酸がとても豊富で、2010年には大阪府立園芸高等学校に粕を譲渡し、ミツバチ飼育用の餌の一部として使用されています。この取り組みは、世界で問題になっているミツバチの大量失踪を皮切りに、日本でも園芸業界が必要とするミツバチ群を供給できない養蜂業界の状況打破のために始まりました。ミツバチ不足の対策として、特に元気なミツバチを育成することが重要であり、養蜂業界では花が少ない時期に「代用花粉」を使用するのが通常です。しかし日本には優れた「代用花粉」がなく高価な輸入品に頼っているのが現状です。そこで大阪府立園芸高等学校では純国産の「代用花粉」の製造を行いました。廃棄するはずだった焼酎粕がミツバチを育て、住みやすい環境作りの一端を担っています。 -
狩場一酒造株式会社
丹波・篠山酒造組合

 詳しくはこちら
詳しくはこちら狩場一酒造では、下に記載の取り組みを通して、SDGsの目標達成に取り組んでいます。
・蔵のすぐ近くの自社田で酒米を栽培することで、地域の環境保全に取り組んでいます。
・蔵が在る丹波篠山の古市地区での酒米プロジェクトに参加し、100年後も続く里山モデルを目指した活動を行っています。また、このプロジェクトでは、一部の酒米を無農薬で栽培するなど、自然環境に配慮した栽培に取り組んでいます。
・蔵全体の電灯をLEDに切り替えを行っており、省エネルギー化を推進しています。
・兵庫県下で毎年行われる「トライやるウィーク」の受け入れを行っており、地元中学生に職業体験を通して、地域や働くことに興味を持ってもらう活動を行っています。
・瓶の再利用に取り組んでおり、自社だけなく他社の瓶も回収し、洗瓶・検品を行っています。 -
名城酒造株式会社
姫路酒造組合

 詳しくはこちら
詳しくはこちら太陽光発電・排水の汚泥を飼料化・酒粕の飼料・肥料化
-
田治米合名会社
北兵庫酒造組合

 詳しくはこちら
詳しくはこちら・会社内の照明を順次、LED化。電力使用量の削減を進めていきます。
・酒造りの原料米を全量地元産米に致します。
・2005年より「コウノトリ育む農法」による、特別栽培によるお米の酒造りをしております。こちらの年度は酒米での「コウノトリ育む農法」初年度になり、いち早く環境問題に取り組んでおり、現在も進行中です。「コウノトリ育む農法」とは、おいしいお米と多様な生き物を育み、コウノトリも住めるゆたかな文化・地域・環境づくりを目指すための農法です。たとえば、生き物が生息しやすい環境づくりのために、冬の田んぼにも水を張る「冬季湛水」の実施、育苗段階からの有機質肥料の使用、無農薬または減農薬(魚毒性の低いものに限る)での安全・安心な栽培など、様々な技術を採用。コウノトリのエサとなる生き物を育て、コウノトリを守り、ゆたかなたじまをつくります。
・リサイクル瓶を使用して、環境保全に取り組んでおります。
・酒造副産物である「酒粕」を全量商品として販売して、廃棄物を出さない酒造りを行っております。
・お酒の量り売りをして、ごみの減量化します。 -
稲見酒造株式会社
明石酒造組合

 詳しくはこちら
詳しくはこちら農家の高齢化に伴う地域の伝統産業を持続可能な人々が応援し、支える仕組みを創りたい。
この取組は、地域の風土や地域資源を活かした酒づくりに触れ、三木市で創られる酒米の王者山田錦というお米がどのようにして新たな命として日本酒に生まれ変わり、時には熟成を通して新たな魅力が作られるのかに触れていただく機会を創出することにより、新たな価値を未来に紡ぐ取組としたい。その学ぶ機会を創ることにより、SDGs8働きがいも経済成長もに加え、SDGs15陸の豊かさを守ろうの実現等による持続可能なものづくりを支え、世界に発信する取組としていきたい。 -
宝酒造株式会社
灘五郷酒造組合

 詳しくはこちら
詳しくはこちら宝酒造の「宝」という言葉の語源は「田から」。
豊かな大地、ふりそそぐ太陽や雨、微生物のはたらきなど、私たちは自然からたくさんの恵みをもらっている会社です。その恵みに感謝し、豊かな自然環境を大切にしていくことを次世代にも伝えていきたいと考え、2004年から毎年「田んぼの学校」を開催してきました。
“自然の恵み”は、お米など私たちの大切な食べ物を育んでくれています。そのお米や、鳥・虫・草花、そして私たち人間も、互いがつながり合って生きています。
宝酒造「田んぼの学校」では、参加者は自分の手で苗を植え、草を取り、稲穂を刈り取って、お米ができるまでを体験するほか、田んぼ周辺の植物や昆虫などの生き物を観察します。普段都会では見られない触れる機会の少ない草花や生き物に、みんな目を輝かせています。
お米ができるまでの体験を通して、自然に感謝し、自然や食べ物を大切にする気持ちが芽生えること―それが、私たちの願いです。 -
剣菱酒造株式会社
灘五郷酒造組合




 詳しくはこちら
詳しくはこちら高齢化してリタイヤする農家から圃場を借り米作りを継承することで、休耕田を減らし地元の環境保全に取り組んでいます。木桶技術を継承することで次世代へ技術を残すとともに古い木を切り新しい木を植えることによりCO2削減量を増やせます。日本で唯一太い藁縄を作り技術を持つことにより、ナイロン製の縄から藁縄へ切り替え、脱プラスチックを促進しています。こうした木桶や藁縄は酒造りに使うだけではなく、地域のお祭りにも使われ、文化の伝承にも役に立っております。
また藁くずはカツオのたたきの藁焼きに使われています。米ぬかや酒粕を100%他の食品の原材料や飼料にすることにより再資源化できております。
酒造組合との連携で地下水の保全活動をし、安全で安心して使える水の保全に務めております。
中途採用者を増やし、また過去10年の辞職率は0%です。
太陽光パネルの設置、屋根の塗装の変更による夏場の職場の温度低下、によりエネルギー使用量を減らしております。 -
株式会社小山本家酒造灘浜福鶴蔵
灘五郷酒造組合

 詳しくはこちら
詳しくはこちら「地域に根差し社会に貢献する」
「伝統ある酒つくりの追究をして、世の中に潤いと豊かさのある生活を提供する」
この2つをテーマに酒造メーカーとして伝統ある酒造り文化の継承、適正飲酒の健康飲酒の啓蒙活動を行っています。具体的には、ガラス越しで蔵の作業風景を見学できるようにし、案内人が酒造りの歴史も含めて説明する。地元大学を招いてのセミナーを実施し醗酵文化を学んで頂く、区役所主催の酒大学で健康飲酒の啓蒙活動等を行っています。 -
櫻正宗株式会社
灘五郷酒造組合


 詳しくはこちら
詳しくはこちら環境問題では、ガラス瓶、P箱などリユース資材の使用、廃ガラスの色分けや段ボール回収などリサイクルへの取組、電気フォークリフトの使用や電灯LED化により消費エネルギーの削減、抑制に努めております。
酒造会社の責務である適正飲酒啓発の一環として、エフエム大阪のSDD(STOP DRUNK DRIVING)プロジェクトに参加し、飲酒運転撲滅運動を推進しています。
地元魚崎で地域の皆様に支えられ酒造りを行えていることに感謝し、地域貢献として毎年11月第一土曜日には蔵開きを実施しています。また、会社周辺の定期的な清掃活動を行い、さらに災害発生時には津波発生の際、避難場所として櫻喜蔵(はなのきぐら)の解放を予定しており、住みよいまちづくりに協力いたします。
中学校トライやるウィーク、高専インターンシップで生徒を毎年受入れているなど、教育活動への協力も行っています。
フードバンク関西を通して、食品廃棄ロス、貧困を無くす活動に対する支援も行い、今後も企業理念にある酒造りを通して地域社会への貢献と、人々に潤いを提供していきたいと考えています。 -
白鶴酒造株式会社
灘五郷酒造組合

 詳しくはこちら
詳しくはこちら目標2:飢餓をゼロに
・農家の高齢化問題や耕作放棄地対策も兼ねた白鶴ファームの活動
目標3:すべての人に健康と福祉を
・適正飲酒の啓発
目標4:質の高い教育をみんなに
・出張講義
・銀座天空農園での田植え、稲刈り体験
目標5:ジェンダー平等を実施
・女性の活躍推進
目標6:安全な水
・灘五郷酒造組合での水質保全活動
目標7:エネルギーをみんなに
・ヒートポンプ、ソーラー発電の導入
・エネルギーの視点で地域資源を見直す
・「地エネと環境の地域デザイン協議会」への参加
目標8:働き甲斐も経済成長も
・働き方改革、障がい者雇用促進
目標12:持続可能な生産消費形態
・瓶商品の軽量化による製造時、輸送時のCO₂削減
・フィルム印刷の一部にバイオマスインキを使用
・3Rを意識した製品設計
目標14:海の豊かさを守る
・JF全漁連「プライドフィッシュプロジェクト」とのコラボレーション企画
目標15:陸の豊かさも
・六甲山系グリーンベルト整備事業への参画
・サスティナブルな食と環境作りに取り組むNPO法人Peace&Natureの活動支援
目標9・12・13
・清酒の副産物をアップサイクル
兵庫県のSDGsへの取り組みに賛同し、兵庫県令和4年度第4回公募公債(グリーンボンド・10年)を購入 -
大関株式会社
灘五郷酒造組合

 詳しくはこちら
詳しくはこちら私たちの環境への取り組みは、1999年にいち早くISO14001を取得し、現在も自主的に基準に則った生産体制を続けています。また2015年には食品安全の国際規格である「FSSC22000」認証を取得し食品の製造メーカーとして安全・安心なモノ作り体制を構築しています。これらを基盤としたESGへの取組みは、持続可能な世界を目指す「SDGsの17の目標」とも深く繋がり、わが社の社会的存在意義や未来への創造的な事業展開に直結するものだと認識しています。
酒造りは日本古来の循環型産業だと私たちは考えています。これからも長年蓄積してきた醸造・発酵技術を基盤とした環境・社会・人にやさしく、楽しい暮らしの食文化の創造とサスティナブルな社会実現を目指した事業活動を続けていきます。
①ワンカップのポリキャップにはカーボンニュートラルで環境負荷の低いバイオプラスチック素材を採用、リサイクルガラス、再生カレットを原料とするエコボトルを使用した商品開発も積極的に行っています。 パック商品の包材には森林認証紙を使用。インキの一部には植物由来のバイオマスインキを使用し、環境に配慮しています。
②CO2を排出しない再生可能エネルギーとして、太陽光発電を推進しています。2015年に丹波篠山市の工場跡地 約2.4haに太陽光発電所を設置し、発電事業を行っております。 -
富久錦株式会社
社酒造組合


 詳しくはこちら
詳しくはこちら弊社は、「地エネと環境の地域デザイン協議会」(事務局・神戸新聞社)が目指す価値観に共感し、「地エネの酒 for SDGsプロジェクト」に参加しています。1酪農家、3山田錦生産者、4蔵元の連携で2020年にスタートしたこの「地エネの酒 for SDGsプロジェクト」は、人の「食べる」営みから日々発生している膨大な食品残渣、規格外の農産物などの有機ゴミをエネルギーの塊と捉え、燃やすなどして処分されてきた「ごみ」を発酵して取り出したバイオガスの副産物である消化液(有機肥料)を活用するものです。
バイオガス事業に取り組んでいる弓削牧場(神戸市北区)のを消化液を有機肥料として使用し、山田錦を育て、できるだけ自然な方法を用いて資源循環型の生酛純米酒「地エネの酒 環(めぐる)」を醸造しています。 -
日本盛株式会社
灘五郷酒造組合

 詳しくはこちら
詳しくはこちら酒造りに欠かせない米・水・自然環境を守る為に、CO₂排出量削減に積極的に取り組んでいます。具体的には、容器の軽量化・容積効率の向上によって輸送に伴う環境負荷の低減が期待できると共に、リサイクル効率の良い容器である「ボトル缶(アルミ製)」を使用した商品を積極的に販売。工場内の照明のLED比率を高める事によるCO₂排出量の削減。電子印鑑の導入やデータ保存の推奨、社内申請の電子化による「ペーパレス化」も行っています。
また、商品や輸送に使用する資材において環境配慮型素材を積極採用。紙容器・段ボール・ストロー等の資材を 森林認証紙やバイオマス素材へ順次変更しています。化粧品「ケセラセラ」の商品外箱は、サトウキビ由来の「バガス(サトウキビから砂糖を搾汁した後に発生する搾りカス)」の使用により、未利用資源の活用による廃棄物リサイクルや、木材パルプの代替原料として利用する事で森林保護・ CO₂ 削減・省エネルギーに貢献できます。
このように「環境負荷の低い資材への切替え」「CO₂排出量削減に向けた取組み」を積極的に推進し、地球環境に優しい企業活動とお客様の満足度の向上の両面に取組んで参ります。 -
田中酒造場
姫路酒造組合

 詳しくはこちら
詳しくはこちら酒造りは、一つ一つの過程で廃棄するものがありません。米を使い発酵させ、酒と酒粕が出来上がります。酒粕は、そのまま食用として消費されたり、漬物用に使用されたりします。精米時に出てくる米糠は、区分ごとに米油や米菓子、米粉として需要があります。
弊社では、発酵して出来上がった「もろみ」を搾る器具として、一切電気やカーボンエネルギーを使わず日本で5台しか稼働していない「石掛式天秤搾り」という一番古い型式の器具を使用しています。天然石の重みを利用し、てこの原理で3日間かけてゆっくりと搾るものです。時間や手間はかかりますが、効率化を求めて出来上がった製品とは違う豊かな味わいに驚かされます。
また、米作りにおいては昨年より有機農法に取り組み、育てた兵庫県産山田錦で酒を仕込みこみました。有機農法で使用した肥料は給食の残り物や飲食店で残った食べ物である食物残渣と家畜の糞尿で作っており、化学肥料は一切使用していません。この取り組みを続けることで廃棄物を減らし、循環型の酒造りを推進していきます。
【写真右】有機農法で育てた山田錦
(手前)有機肥料を使用した山田錦。葉の色が濃くなっていることがわかります。
(奥)化学肥料を使用した山田錦 -
沢の鶴株式会社
灘五郷酒造組合

 詳しくはこちら
詳しくはこちら・酒粕の有効活用
・米糠の有効活用
・廃棄物の削減と適正な処理
・都賀川および酒蔵遊歩道の清掃活動
・西郷 酒蔵のまちづくり
・森林認証紙(FSC)、バイオマスインキの積極採用
・発電所の排熱を利用した蒸気提供
・宮水の保全活動への参加
・社内事務所、工場のLED化
・山田錦農家との連携
・社員の健康促進
・働き方改革の推進
・従業員の研修、教育制度
・適正飲酒の啓発 -
株式会社神戸酒心館
灘五郷酒造組合

 詳しくはこちら
詳しくはこちら神戸酒心館は「環境負荷をかけずに、おいしい日本酒をつくる」ことをパーパス(企業としての存在意義)とし、2022年10月に世界で初めて日本酒を造る工程においてカーボンゼロ(二酸化炭素(CO2)排出量が実質ゼロ)の日本酒「福寿 純米酒 エコゼロ」を発売しました。
100%再生可能エネルギー(Scope2)、カーボンニュートラルな都市ガス(Scope1)に転換することで、日本酒製造における二酸化炭素排出ネット・ゼロを達成しています。また米の磨きを70%から 80%に抑えることで精米工程におけるエネルギーを削減しています。精米歩合 80%の米を低温でゆっくりと発酵させ、米がもつ大地の豊かな味わいを引き出しながらも後味の爽やかさを実現しています。「きょうかい乾燥酵母」(901 号)を使用することで酒母工程を省略し、発酵期間は7日間短縮されました。さらに一般びんに印刷デザインをほどこすことにより「ラベルレス」化を実現し、環境にやさしい(エコ)が伝わるデ ザインを作成しました。
「福寿 純米酒 エコゼロ」は極めてナチュラルな味わいを追求しながら、フードサプライチェーンにおける脱炭素に貢献します。 -
菊正宗酒造株式会社
灘五郷酒造組合

 詳しくはこちら
詳しくはこちら①豊かな酒文化と健康的な生活への貢献
生酛づくりの継承、樽酒マイスターファクトリーでの樽づくり 美味しい糖質をカットした機能系酒類の開発、乳酸菌や酒粕を利用した健康食品や食品の開発
②持続可能な未来を実現するための環境に配慮した活動
六甲山における森の世話人活動、樽の原料となる吉野杉保全活動、環境に配慮した資材の使用(瓶のリサイクル パック商品の素材としてFSSC森林認証紙やライスインキの使用)
③地域社会への積極的な関わり
村米制度を活用した山田錦栽培農家支援、正社員として障がい者の採用と活躍支援 -
香住鶴株式会社
北兵庫酒造組合

 詳しくはこちら
詳しくはこちら・香住の特産品である松葉ガニ(ズワイガニ)、香住ガニ(ベニズワイガニ)を身抜きした際にでる蟹殻を原料とした有機肥料で自社生産の酒米を栽培しています。
・貯蔵棟の屋根に井戸水を利用した散水設備を設置。夏の間、冷房に使用する電気量の削減が可能になりました。
・会社内の照明を順次、LED化。電力使用量の削減を進めています。
・紙パック詰の製品についてシュリンクフィルム包装の廃止。シュリンクの原料となる石油、包装時に使用する電力を削減できました。
これからもさらなる高品質化、省エネルギー化をすすめてまいります。 -
黄桜株式会社 丹波工場
丹波・篠山酒造組合
 詳しくはこちら
詳しくはこちら2021年より黄桜では従業員が着用し終わった制服・作業服を販売店を通じてリサイクルに回しています。メーカーは従来の石油由来の化学繊維(ポリエステル)生産と比べて、リサイクル原料を使用することでCO2を約55%削減しています。 弊社では環境負荷の小さいメーカーの作業服を使用することで、SDGsに貢献しております。
-
キング醸造株式会社
加古川酒造組合

 詳しくはこちら
詳しくはこちら日の出ホールディングスグループは、「暮らしに満足と歓びを提供し続ける」という企業理念のもと安全・安心・確実・満足のいく商品を皆様にお届けするという事業活動を通じて、社会貢献の取り組みを進めてきました
1) 地元の農作物を原料にした商品の製造や、地域の方との交流を積極的に行い、街づくりへの取り組みにも協賛しています。経済産業大臣により選定された、地域の特性を生かして高い付加価値を創出し、地域の事業者等に対する経済的波及効果を力強く牽引する事業を展開することを期待される「地域未来牽引企業」の認定を受けています。
2)みりんや日本酒の製造過程で発生する「醸造粕」は、「みりん粕漬けの素」として商品化する他、奈良漬けの原料や、飼料として利用されています。更に、醸造粕を利用した新ブランド「ORYZAE JOY」を立ち上げ、健康や美容に気を配りながら日本の伝統的な発酵食品を楽しめる商品開発を進めています。
-
富久錦株式会社
社酒造組合
詳しくはこちら弊社は、「地エネと環境の地域デザイン協議会」(事務局・神戸新聞社)が目指す価値観に共感し、「地エネの酒 for SDGsプロジェクト」に参加しています。1酪農家、3山田錦生産者、4蔵元の連携で2020年にスタートしたこの「地エネの酒 for SDGsプロジェクト」は、人の「食べる」営みから日々発生している膨大な食品残渣、規格外の農産物などの有機ゴミをエネルギーの塊と捉え、燃やすなどして処分されてきた「ごみ」を発酵して取り出したバイオガスの副産物である消化液(有機肥料)を活用するものです。
バイオガス事業に取り組んでいる弓削牧場(神戸市北区)のを消化液を有機肥料として使用し、山田錦を育て、できるだけ自然な方法を用いて資源循環型の生酛純米酒「地エネの酒 環(めぐる)」を醸造しています。
-
株式会社日本の古酒蔵
加古川酒造組合
詳しくはこちら株式会社日本の古酒蔵では、日本全国の酒蔵の現状を確認し、廃業または長期に保管され、販売予定のない 日本酒を買い取り、保管し、古酒として再生し販売しております。
このことを通しまして、日本の伝統産業であります酒蔵を支援しますとともに、地域経済の活性化とともに、 持続可能な地域経済の形成に貢献しています。
また、廃業または長期に保管されている日本酒に古酒としての新たな価値を与えることにより、日本酒の 廃棄削減に取り組むとともに、有効活用を図っております。
加えて、古酒の生産方法は、酒蔵で常温保管し、日本酒を熟成させることにより生産されており、エネルギー を使用しないCO2の無排出の酒蔵運営を通じて、環境に配慮した古酒製造を行っています。
株式会社日本の古酒蔵は、古酒文化の継承につなげるため、全国のパートナー酒蔵10蔵とともに設立して おり、また、全国22府県52酒蔵とも連携しています。
今後とも古酒文化を未来につなぎ、古酒の普及促進と価値向上に取り組み、日本酒の発展に尽力してまいります。 -
キング醸造株式会社
加古川酒造組合
詳しくはこちら日の出ホールディングスグループは、「暮らしに満足と歓びを提供し続ける」という企業理念のもと安全・安心・確実・満足のいく商品を皆様にお届けするという事業活動を通じて、社会貢献の取り組みを進めてきました
1) 地元の農作物を原料にした商品の製造や、地域の方との交流を積極的に行い、街づくりへの取り組みにも協賛しています。経済産業大臣により選定された、地域の特性を生かして高い付加価値を創出し、地域の事業者等に対する経済的波及効果を力強く牽引する事業を展開することを期待される「地域未来牽引企業」の認定を受けています。
2)みりんや日本酒の製造過程で発生する「醸造粕」は、「みりん粕漬けの素」として商品化する他、奈良漬けの原料や、飼料として利用されています。更に、醸造粕を利用した新ブランド「ORYZAE JOY」を立ち上げ、健康や美容に気を配りながら日本の伝統的な発酵食品を楽しめる商品開発を進めています。
-
櫻酒造株式会社
丹波・篠山酒造組合
詳しくはこちら・工場内の照明を順次LEDに切り替え、省エネ化を進めています。
・栗の木の植樹を行うとともに、以前から数多くある桜や梅の木の剪定などの樹木管理を継続して行くことで緑化を進めています。
・2015年よりグループ会社である白鶴ファーム(株)とともに、地元丹波篠山市で酒造好適米の「白鶴錦」や「五百万石」の栽培を行っています。櫻酒造(株)では自社製品すべてを丹波篠山市産米を使用した商品とすることで、土地活用も含めた環境保全に取り組んでいます。
・酒造工程中に発生する洗米排水は工場内で微生物処理を行い、その残渣を工場内で堆肥化しています。堆肥は白鶴ファーム(株)や近隣の方々と共有することで地域農業に貢献しています。 -
狩場一酒造株式会社
丹波・篠山酒造組合
詳しくはこちら狩場一酒造では、下に記載の取り組みを通して、SDGsの目標達成に取り組んでいます。
・蔵のすぐ近くの自社田で酒米を栽培することで、地域の環境保全に取り組んでいます。
・蔵が在る丹波篠山の古市地区での酒米プロジェクトに参加し、100年後も続く里山モデルを目指した活動を行っています。また、このプロジェクトでは、一部の酒米を無農薬で栽培するなど、自然環境に配慮した栽培に取り組んでいます。
・蔵全体の電灯をLEDに切り替えを行っており、省エネルギー化を推進しています。
・兵庫県下で毎年行われる「トライやるウィーク」の受け入れを行っており、地元中学生に職業体験を通して、地域や働くことに興味を持ってもらう活動を行っています。
・瓶の再利用に取り組んでおり、自社だけなく他社の瓶も回収し、洗瓶・検品を行っています。 -
黄桜株式会社 丹波工場
丹波・篠山酒造組合
詳しくはこちら2021年より黄桜では従業員が着用し終わった制服・作業服を販売店を通じてリサイクルに回しています。メーカーは従来の石油由来の化学繊維(ポリエステル)生産と比べて、リサイクル原料を使用することでCO2を約55%削減しています。 弊社では環境負荷の小さいメーカーの作業服を使用することで、SDGsに貢献しております。
-
ヤヱガキ酒造株式会社
姫路酒造組合
詳しくはこちらお酒造りには沢山の水を必要とします。仕込水はもちろんのこと、洗浄などに使用する雑用水をあわせると、原料米の使用量の30~50倍の水を使います。そして、使用水の多くは排水となります。特にお米を洗う際に出る洗米排水は、環境への負荷が大きく、適正に排水処理をした後に放流することが必要です。弊社では、2016年より、この清酒製造の過程で発生する排水等を微生物を使ってメタン発酵しています。このメタン発酵により排水中の富栄養化成分を低減し、さらに有効利用できるバイオガスを生成いたします。そして、メタン発酵により取り出したバイオガスは、お米を蒸上げる工程など、工場で使用する蒸気や温水をつくる装置(ボイラー)の燃料として自社還元しています。
(写真左)バイオガスホルダー (写真右)メタン発酵槽 -
名城酒造株式会社
姫路酒造組合
詳しくはこちら太陽光発電・排水の汚泥を飼料化・酒粕の飼料・肥料化
-
田中酒造場
姫路酒造組合
詳しくはこちら酒造りは、一つ一つの過程で廃棄するものがありません。米を使い発酵させ、酒と酒粕が出来上がります。酒粕は、そのまま食用として消費されたり、漬物用に使用されたりします。精米時に出てくる米糠は、区分ごとに米油や米菓子、米粉として需要があります。
弊社では、発酵して出来上がった「もろみ」を搾る器具として、一切電気やカーボンエネルギーを使わず日本で5台しか稼働していない「石掛式天秤搾り」という一番古い型式の器具を使用しています。天然石の重みを利用し、てこの原理で3日間かけてゆっくりと搾るものです。時間や手間はかかりますが、効率化を求めて出来上がった製品とは違う豊かな味わいに驚かされます。
また、米作りにおいては昨年より有機農法に取り組み、育てた兵庫県産山田錦で酒を仕込みこみました。有機農法で使用した肥料は給食の残り物や飲食店で残った食べ物である食物残渣と家畜の糞尿で作っており、化学肥料は一切使用していません。この取り組みを続けることで廃棄物を減らし、循環型の酒造りを推進していきます。
【写真右】有機農法で育てた山田錦
(手前)有機肥料を使用した山田錦。葉の色が濃くなっていることがわかります。
(奥)化学肥料を使用した山田錦
-
稲見酒造株式会社
明石酒造組合
詳しくはこちら農家の高齢化に伴う地域の伝統産業を持続可能な人々が応援し、支える仕組みを創りたい。
この取組は、地域の風土や地域資源を活かした酒づくりに触れ、三木市で創られる酒米の王者山田錦というお米がどのようにして新たな命として日本酒に生まれ変わり、時には熟成を通して新たな魅力が作られるのかに触れていただく機会を創出することにより、新たな価値を未来に紡ぐ取組としたい。その学ぶ機会を創ることにより、SDGs8働きがいも経済成長もに加え、SDGs15陸の豊かさを守ろうの実現等による持続可能なものづくりを支え、世界に発信する取組としていきたい。
-
宝酒造株式会社
灘五郷酒造組合
詳しくはこちら宝酒造の「宝」という言葉の語源は「田から」。
豊かな大地、ふりそそぐ太陽や雨、微生物のはたらきなど、私たちは自然からたくさんの恵みをもらっている会社です。その恵みに感謝し、豊かな自然環境を大切にしていくことを次世代にも伝えていきたいと考え、2004年から毎年「田んぼの学校」を開催してきました。
“自然の恵み”は、お米など私たちの大切な食べ物を育んでくれています。そのお米や、鳥・虫・草花、そして私たち人間も、互いがつながり合って生きています。
宝酒造「田んぼの学校」では、参加者は自分の手で苗を植え、草を取り、稲穂を刈り取って、お米ができるまでを体験するほか、田んぼ周辺の植物や昆虫などの生き物を観察します。普段都会では見られない触れる機会の少ない草花や生き物に、みんな目を輝かせています。
お米ができるまでの体験を通して、自然に感謝し、自然や食べ物を大切にする気持ちが芽生えること―それが、私たちの願いです。 -
剣菱酒造株式会社
灘五郷酒造組合
詳しくはこちら高齢化してリタイヤする農家から圃場を借り米作りを継承することで、休耕田を減らし地元の環境保全に取り組んでいます。木桶技術を継承することで次世代へ技術を残すとともに古い木を切り新しい木を植えることによりCO2削減量を増やせます。日本で唯一太い藁縄を作り技術を持つことにより、ナイロン製の縄から藁縄へ切り替え、脱プラスチックを促進しています。こうした木桶や藁縄は酒造りに使うだけではなく、地域のお祭りにも使われ、文化の伝承にも役に立っております。
また藁くずはカツオのたたきの藁焼きに使われています。米ぬかや酒粕を100%他の食品の原材料や飼料にすることにより再資源化できております。
酒造組合との連携で地下水の保全活動をし、安全で安心して使える水の保全に務めております。
中途採用者を増やし、また過去10年の辞職率は0%です。
太陽光パネルの設置、屋根の塗装の変更による夏場の職場の温度低下、によりエネルギー使用量を減らしております。 -
株式会社小山本家酒造灘浜福鶴蔵
灘五郷酒造組合
詳しくはこちら「地域に根差し社会に貢献する」
「伝統ある酒つくりの追究をして、世の中に潤いと豊かさのある生活を提供する」
この2つをテーマに酒造メーカーとして伝統ある酒造り文化の継承、適正飲酒の健康飲酒の啓蒙活動を行っています。具体的には、ガラス越しで蔵の作業風景を見学できるようにし、案内人が酒造りの歴史も含めて説明する。地元大学を招いてのセミナーを実施し醗酵文化を学んで頂く、区役所主催の酒大学で健康飲酒の啓蒙活動等を行っています。 -
櫻正宗株式会社
灘五郷酒造組合
詳しくはこちら環境問題では、ガラス瓶、P箱などリユース資材の使用、廃ガラスの色分けや段ボール回収などリサイクルへの取組、電気フォークリフトの使用や電灯LED化により消費エネルギーの削減、抑制に努めております。
酒造会社の責務である適正飲酒啓発の一環として、エフエム大阪のSDD(STOP DRUNK DRIVING)プロジェクトに参加し、飲酒運転撲滅運動を推進しています。
地元魚崎で地域の皆様に支えられ酒造りを行えていることに感謝し、地域貢献として毎年11月第一土曜日には蔵開きを実施しています。また、会社周辺の定期的な清掃活動を行い、さらに災害発生時には津波発生の際、避難場所として櫻喜蔵(はなのきぐら)の解放を予定しており、住みよいまちづくりに協力いたします。
中学校トライやるウィーク、高専インターンシップで生徒を毎年受入れているなど、教育活動への協力も行っています。
フードバンク関西を通して、食品廃棄ロス、貧困を無くす活動に対する支援も行い、今後も企業理念にある酒造りを通して地域社会への貢献と、人々に潤いを提供していきたいと考えています。 -
白鶴酒造株式会社
灘五郷酒造組合
詳しくはこちら目標2:飢餓をゼロに
・農家の高齢化問題や耕作放棄地対策も兼ねた白鶴ファームの活動
目標3:すべての人に健康と福祉を
・適正飲酒の啓発
目標4:質の高い教育をみんなに
・出張講義
・銀座天空農園での田植え、稲刈り体験
目標5:ジェンダー平等を実施
・女性の活躍推進
目標6:安全な水
・灘五郷酒造組合での水質保全活動
目標7:エネルギーをみんなに
・ヒートポンプ、ソーラー発電の導入
・エネルギーの視点で地域資源を見直す
・「地エネと環境の地域デザイン協議会」への参加
目標8:働き甲斐も経済成長も
・働き方改革、障がい者雇用促進
目標12:持続可能な生産消費形態
・瓶商品の軽量化による製造時、輸送時のCO₂削減
・フィルム印刷の一部にバイオマスインキを使用
・3Rを意識した製品設計
目標14:海の豊かさを守る
・JF全漁連「プライドフィッシュプロジェクト」とのコラボレーション企画
目標15:陸の豊かさも
・六甲山系グリーンベルト整備事業への参画
・サスティナブルな食と環境作りに取り組むNPO法人Peace&Natureの活動支援
目標9・12・13
・清酒の副産物をアップサイクル
兵庫県のSDGsへの取り組みに賛同し、兵庫県令和4年度第4回公募公債(グリーンボンド・10年)を購入 -
大関株式会社
灘五郷酒造組合
詳しくはこちら私たちの環境への取り組みは、1999年にいち早くISO14001を取得し、現在も自主的に基準に則った生産体制を続けています。また2015年には食品安全の国際規格である「FSSC22000」認証を取得し食品の製造メーカーとして安全・安心なモノ作り体制を構築しています。これらを基盤としたESGへの取組みは、持続可能な世界を目指す「SDGsの17の目標」とも深く繋がり、わが社の社会的存在意義や未来への創造的な事業展開に直結するものだと認識しています。
酒造りは日本古来の循環型産業だと私たちは考えています。これからも長年蓄積してきた醸造・発酵技術を基盤とした環境・社会・人にやさしく、楽しい暮らしの食文化の創造とサスティナブルな社会実現を目指した事業活動を続けていきます。
①ワンカップのポリキャップにはカーボンニュートラルで環境負荷の低いバイオプラスチック素材を採用、リサイクルガラス、再生カレットを原料とするエコボトルを使用した商品開発も積極的に行っています。 パック商品の包材には森林認証紙を使用。インキの一部には植物由来のバイオマスインキを使用し、環境に配慮しています。
②CO2を排出しない再生可能エネルギーとして、太陽光発電を推進しています。2015年に丹波篠山市の工場跡地 約2.4haに太陽光発電所を設置し、発電事業を行っております。 -
日本盛株式会社
灘五郷酒造組合
詳しくはこちら酒造りに欠かせない米・水・自然環境を守る為に、CO₂排出量削減に積極的に取り組んでいます。具体的には、容器の軽量化・容積効率の向上によって輸送に伴う環境負荷の低減が期待できると共に、リサイクル効率の良い容器である「ボトル缶(アルミ製)」を使用した商品を積極的に販売。工場内の照明のLED比率を高める事によるCO₂排出量の削減。電子印鑑の導入やデータ保存の推奨、社内申請の電子化による「ペーパレス化」も行っています。
また、商品や輸送に使用する資材において環境配慮型素材を積極採用。紙容器・段ボール・ストロー等の資材を 森林認証紙やバイオマス素材へ順次変更しています。化粧品「ケセラセラ」の商品外箱は、サトウキビ由来の「バガス(サトウキビから砂糖を搾汁した後に発生する搾りカス)」の使用により、未利用資源の活用による廃棄物リサイクルや、木材パルプの代替原料として利用する事で森林保護・ CO₂ 削減・省エネルギーに貢献できます。
このように「環境負荷の低い資材への切替え」「CO₂排出量削減に向けた取組み」を積極的に推進し、地球環境に優しい企業活動とお客様の満足度の向上の両面に取組んで参ります。 -
沢の鶴株式会社
灘五郷酒造組合
詳しくはこちら・酒粕の有効活用
・米糠の有効活用
・廃棄物の削減と適正な処理
・都賀川および酒蔵遊歩道の清掃活動
・西郷 酒蔵のまちづくり
・森林認証紙(FSC)、バイオマスインキの積極採用
・発電所の排熱を利用した蒸気提供
・宮水の保全活動への参加
・社内事務所、工場のLED化
・山田錦農家との連携
・社員の健康促進
・働き方改革の推進
・従業員の研修、教育制度
・適正飲酒の啓発 -
株式会社神戸酒心館
灘五郷酒造組合
詳しくはこちら神戸酒心館は「環境負荷をかけずに、おいしい日本酒をつくる」ことをパーパス(企業としての存在意義)とし、2022年10月に世界で初めて日本酒を造る工程においてカーボンゼロ(二酸化炭素(CO2)排出量が実質ゼロ)の日本酒「福寿 純米酒 エコゼロ」を発売しました。
100%再生可能エネルギー(Scope2)、カーボンニュートラルな都市ガス(Scope1)に転換することで、日本酒製造における二酸化炭素排出ネット・ゼロを達成しています。また米の磨きを70%から 80%に抑えることで精米工程におけるエネルギーを削減しています。精米歩合 80%の米を低温でゆっくりと発酵させ、米がもつ大地の豊かな味わいを引き出しながらも後味の爽やかさを実現しています。「きょうかい乾燥酵母」(901 号)を使用することで酒母工程を省略し、発酵期間は7日間短縮されました。さらに一般びんに印刷デザインをほどこすことにより「ラベルレス」化を実現し、環境にやさしい(エコ)が伝わるデ ザインを作成しました。
「福寿 純米酒 エコゼロ」は極めてナチュラルな味わいを追求しながら、フードサプライチェーンにおける脱炭素に貢献します。 -
菊正宗酒造株式会社
灘五郷酒造組合
詳しくはこちら①豊かな酒文化と健康的な生活への貢献
生酛づくりの継承、樽酒マイスターファクトリーでの樽づくり 美味しい糖質をカットした機能系酒類の開発、乳酸菌や酒粕を利用した健康食品や食品の開発
②持続可能な未来を実現するための環境に配慮した活動
六甲山における森の世話人活動、樽の原料となる吉野杉保全活動、環境に配慮した資材の使用(瓶のリサイクル パック商品の素材としてFSSC森林認証紙やライスインキの使用)
③地域社会への積極的な関わり
村米制度を活用した山田錦栽培農家支援、正社員として障がい者の採用と活躍支援
-
小西酒造株式会社
伊丹酒造組合
詳しくはこちら小西酒造の470有余年の歴史は、サスティナブルな活動の連続であります。最近の活動としては、軽量瓶の採用や環境配慮した資材の採用など、環境保全への取り組みを推進するとともに、国際規格であるFSSC22000の認証取得を通じ「食の安心・安全」を常に提供できるよう努めてきております。
そもそも清酒業は、発酵技術や食文化を継承し「伝統的な酒造り文化」を守ることこそが今地球上で求められている活動であると認識しています。
これからは今まで以上に地域の健全な発展に貢献していくためにも日本三大私設道場の1つである「修武館」を通じた青少年の健全育成や学校教育にも関与してよりよい社会の基盤づくりに取り組んでまいります。
また男性社会であった酒造業の中、女性の活躍を重視してまいりました。現在、管理職に占める女性の比率は日本の水準である10数%を大きく超え、26%になっております。これからは早期に30%を目指しています。
「不易流行」の企業理念のもと、清酒発祥の地・伊丹で地域とともにありつづけるとともに、歴史・伝統の中からこれからの時代に世界にも通用する展開をしていきたいと考えています。 -
伊丹老松酒造株式会社
伊丹酒造組合
詳しくはこちら持続可能な酒造りのために、環境への配慮に取り組み、地元伊丹との関わりを大事にしています。
・蔵および販売所のLED化や製造ラインの省電力化
・瓶の回収と再利用の実施
・植物由来成分を含むベジタブルオイルインキや古紙パルプ配合の再生紙を使用した紙袋を採用
・醸造でできる酒粕の販売、また酒粕を使用したカレー、パン、せんべい等を開発
・酒造りに使用している地下水の汲み取り場を地元の皆様に開放
・県下で実施されている「トライやるウィーク」にて、中学生への職業体験を実施 -
岡村酒造場
伊丹酒造組合
詳しくはこちら・原料は、自家田で栽培した酒米と地元の酒米を使用。土地の水を使用し、地域の方と協力しながら自然を守り、自然との共生の中で、醸す酒を販売しています。
・醸造工程で出る酒粕も販売、地元パティシエの方とコラボして、酒粕を使ったパウンドケーキや純米酒を入れた石鹸も販売、地域とともに歩み、地域に根ざした酒蔵を目指しています。
・女当主が杜氏となり米作りから酒造りまでこだわりの酒を仕込んでいます。
・工場内の電気フォークリフトの使用や電灯LED化・消費電力の削減、リユースびん・通函P箱の使用、割廃びんのリサイクル業者への持込、王冠のポリとアルミ分別等、環境に配慮する取り組みも行っています。
-
此の友酒造株式会社
北兵庫酒造組合
詳しくはこちら通常、酒造りの過程で必ず出てくる大量の「酒粕」は売れ残ってしまうと産業廃棄物となってしまいます。当蔵では酒粕は板粕や漬物用粕に、吟醸酒から出てきた商品にできない酒粕は焼酎造りで使用しています。焼酎造り中に吟醸粕を添加し溶解・糖化とともに発酵させ酒化率を上げる方法です。
また、焼酎から出た粕はアミノ酸がとても豊富で、2010年には大阪府立園芸高等学校に粕を譲渡し、ミツバチ飼育用の餌の一部として使用されています。この取り組みは、世界で問題になっているミツバチの大量失踪を皮切りに、日本でも園芸業界が必要とするミツバチ群を供給できない養蜂業界の状況打破のために始まりました。ミツバチ不足の対策として、特に元気なミツバチを育成することが重要であり、養蜂業界では花が少ない時期に「代用花粉」を使用するのが通常です。しかし日本には優れた「代用花粉」がなく高価な輸入品に頼っているのが現状です。そこで大阪府立園芸高等学校では純国産の「代用花粉」の製造を行いました。廃棄するはずだった焼酎粕がミツバチを育て、住みやすい環境作りの一端を担っています。 -
田治米合名会社
北兵庫酒造組合
詳しくはこちら・会社内の照明を順次、LED化。電力使用量の削減を進めていきます。
・酒造りの原料米を全量地元産米に致します。
・2005年より「コウノトリ育む農法」による、特別栽培によるお米の酒造りをしております。こちらの年度は酒米での「コウノトリ育む農法」初年度になり、いち早く環境問題に取り組んでおり、現在も進行中です。「コウノトリ育む農法」とは、おいしいお米と多様な生き物を育み、コウノトリも住めるゆたかな文化・地域・環境づくりを目指すための農法です。たとえば、生き物が生息しやすい環境づくりのために、冬の田んぼにも水を張る「冬季湛水」の実施、育苗段階からの有機質肥料の使用、無農薬または減農薬(魚毒性の低いものに限る)での安全・安心な栽培など、様々な技術を採用。コウノトリのエサとなる生き物を育て、コウノトリを守り、ゆたかなたじまをつくります。
・リサイクル瓶を使用して、環境保全に取り組んでおります。
・酒造副産物である「酒粕」を全量商品として販売して、廃棄物を出さない酒造りを行っております。
・お酒の量り売りをして、ごみの減量化します。 -
香住鶴株式会社
北兵庫酒造組合
詳しくはこちら・香住の特産品である松葉ガニ(ズワイガニ)、香住ガニ(ベニズワイガニ)を身抜きした際にでる蟹殻を原料とした有機肥料で自社生産の酒米を栽培しています。
・貯蔵棟の屋根に井戸水を利用した散水設備を設置。夏の間、冷房に使用する電気量の削減が可能になりました。
・会社内の照明を順次、LED化。電力使用量の削減を進めています。
・紙パック詰の製品についてシュリンクフィルム包装の廃止。シュリンクの原料となる石油、包装時に使用する電力を削減できました。
これからもさらなる高品質化、省エネルギー化をすすめてまいります。